
Alcohol Recovery Tower
Alcohol Recovery Tower – Efficient Solvent Recovery Solution
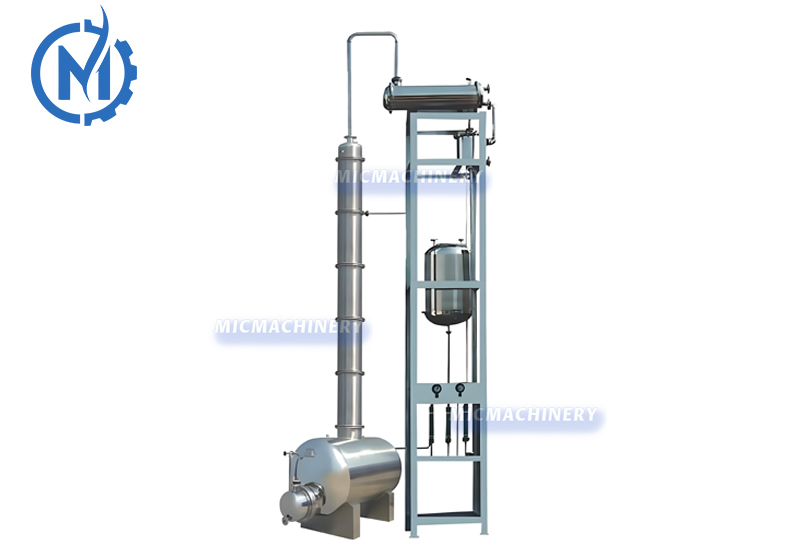
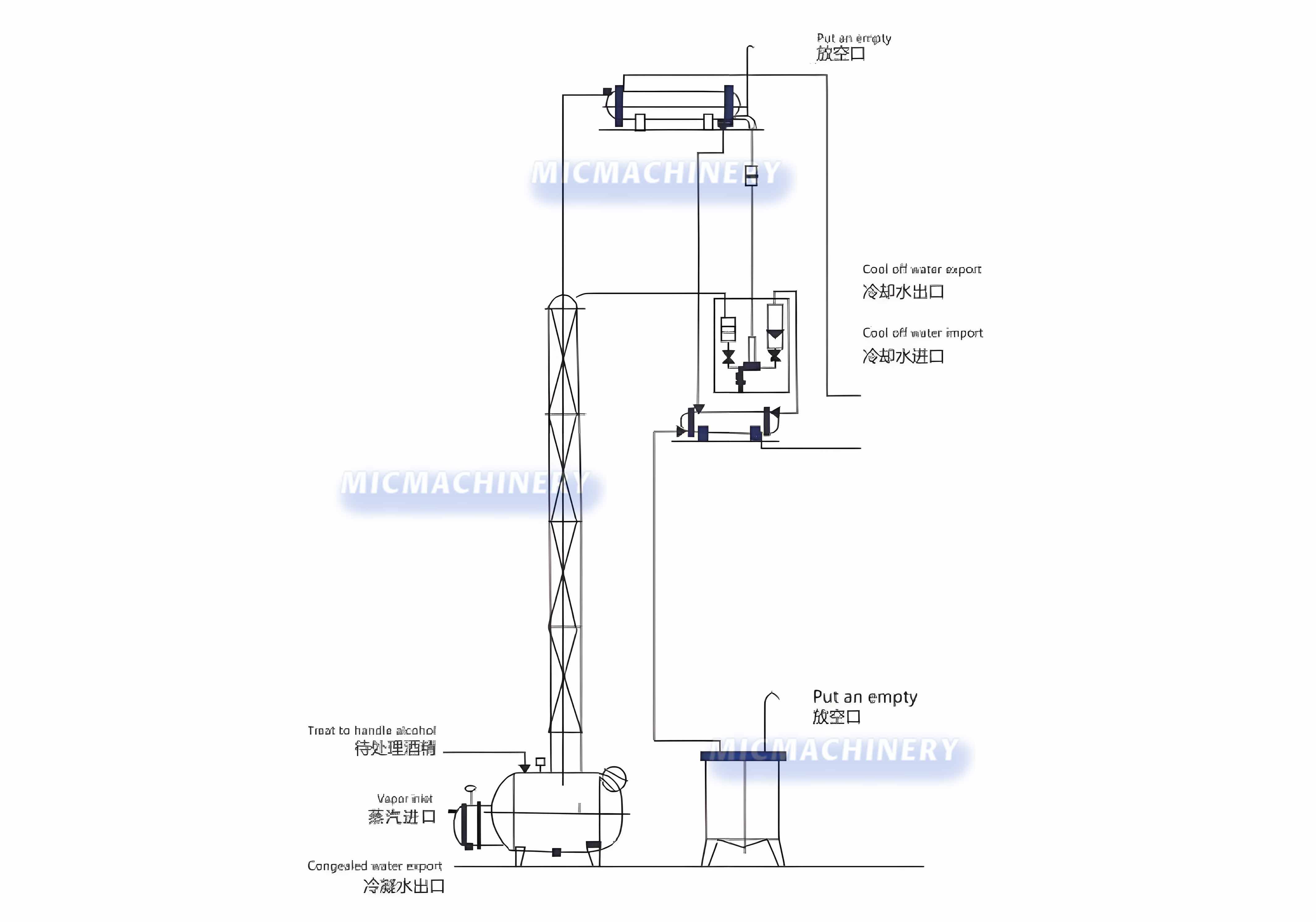
The alcohol recovery tower is an advanced industrial system designed to efficiently recover and recycle alcohol and other solvents. Widely used across the pharmaceutical, chemical, and food industries, this equipment provides high recovery efficiency, energy savings, and environmentally friendly operation. By integrating evaporation, condensation, and recovery into a single unit, it ensures consistent product quality while reducing operational costs.
Durable Design and Construction
Constructed from high-quality stainless steel, the alcohol recovery tower offers excellent corrosion resistance, durability, and long-term reliability. Its compact and robust design allows for seamless integration into existing production lines. The spherical or cylindrical structure promotes uniform heating and faster solvent recovery, making it suitable for both small and large-scale industrial applications.
High Efficiency and Energy Saving
Designed for maximum efficiency, the alcohol recovery tower optimizes heat and vacuum conditions to recover alcohol quickly while minimizing energy consumption. The system is ideal for heat-sensitive liquids, ensuring that the quality, flavor, and active components of the product are preserved. The energy-saving operation also helps reduce production costs, offering a significant return on investment.
Trusted Auxiliary Machine Manufacturer
As a reputable auxiliary machine manufacturer, we produce equipment that meets international quality standards. Our alcohol recovery tower features automated control systems for temperature, vacuum, and process monitoring, ensuring safety, reliability, and ease of operation. This automation reduces human error and increases production stability, making it an essential part of modern processing lines.
Competitive Alcohol Recovery Tower Price
We offer a competitive alcohol recovery tower price without compromising quality or performance. Designed for cost-effectiveness, this system provides excellent value for industrial manufacturers seeking reliable solvent recovery solutions. Its long service life, minimal maintenance, and high operational efficiency make it a smart investment.
Key Features
• High-efficiency alcohol recovery and solvent recycling
• Durable stainless steel construction for long-term use
• Automated operation and precise control systems
• Energy-saving design for lower operational costs
• Suitable for pharmaceuticals, chemicals, and food production
Applications
• Recovering alcohol from liquid extracts or herbal solutions
• Concentrating pharmaceutical liquids and herbal preparations
• Recycling solvents in chemical and industrial processes
• Enhancing efficiency in food and beverage processing
By choosing the alcohol recovery tower, manufacturers gain a reliable, efficient, and eco-friendly solution for industrial solvent recovery. Backed by a professional auxiliary machine manufacturer and offered at a competitive alcohol recovery tower price, this equipment ensures long-term performance, reduced costs, and improved production efficiency.


