Showing 1–9 of 78 results
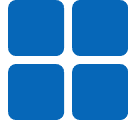
Automatic Vacuum Detection Machine
The automatic vacuum detection machine ensures precise monitoring of vacuum levels in packaging. It guarantees product integrity by detecting leaks or inconsistencies, making it essential for quality control in various industries.
Learn more

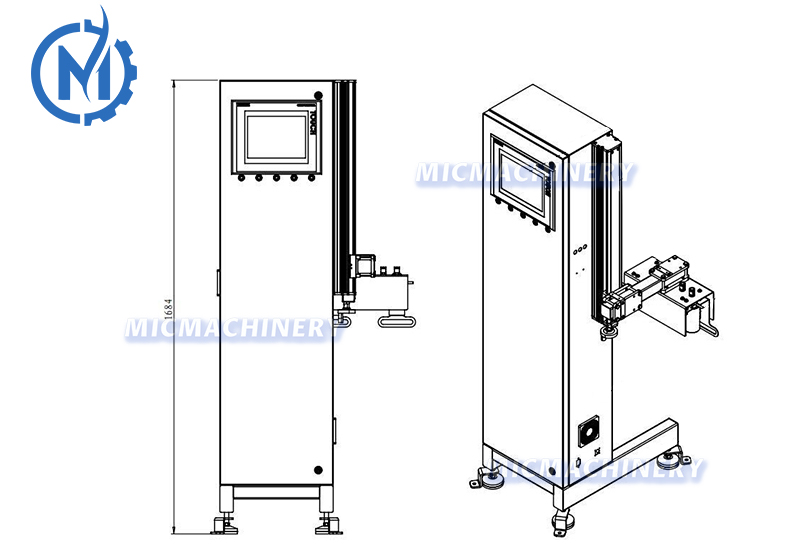
Leakage Detection Machine
The leakage detection machine ensures precise and efficient identification of leaks in sealed containers, preventing product loss and contamination. This automated leak detection system enhances quality control and production safety.
Learn more
Inner Pressure Detection Machine
An inner pressure detection machine is essential for accurately measuring and monitoring the internal pressure of containers, ensuring safety and quality control in industries like packaging, beverage, and pharmaceuticals.
Learn more

Liquid Level Detector
The liquid level detector ensures precise monitoring of nitrogen levels in storage tanks, preventing overflows and shortages. It enhances the efficiency of nitrogen dosing equipment, ensuring stable and accurate automated nitrogen dosing for consistent packaging quality.
Learn more

Blow Drying Machine
A blow drying machine uses high-speed air flow to efficiently dry products or materials in various industries. It speeds up drying times, enhances production efficiency, and is ideal for large-scale commercial applications.
Learn more

Weight Detector 5-500g
The Weight Detector 5-500g ensures precise weight measurement for small to mid-sized products, enhancing quality control and accuracy in packaging, food processing, and manufacturing industries.
Learn more

Nitrogen Dosing Machine
A Nitrogen Dosing Machine is designed to inject nitrogen gas into products to enhance preservation and extend shelf life. Commonly used in food and beverage industries, it prevents oxidation, ensuring quality and freshness.
Learn more

Pasteurizer Machine
The Pasteurizer Machine ensures safe and efficient heat treatment for beverages and dairy products, eliminating harmful bacteria while preserving flavor and quality, extending shelf life, and meeting food safety standards.
Learn more

Metal Detector Food Industry
The Metal Detector for the food industry ensures product safety by detecting metal contaminants during processing. It helps maintain high-quality standards, prevent product recalls, and meet food safety regulations.
Learn more